

A European skincare brand asked us why their previous supplier needed so long to assemble a standard run of airless pump bottles. The answer was simple: manual assembly. Operators at every station, and torque wrenches calibrated by feel rather than servo control. When we ran the same order through our automated assembly lines, delivery time dropped by more than half. Automated assembly lines are integrated systems of interconnected machines that handle filling, capping, labeling, and inspection in one continuous flow, reducing labor costs by 20 to 40% and increasing throughput by up to 30% compared to manual packaging operations. That speed and consistency gap is exactly why the packaging automation market is projected to reach USD 136.47 billion by 2032, and why brands sourcing from China increasingly demand proof of automation before placing orders.
What Defines an Automated Assembly Line in Cosmetic Packaging
An automated assembly line is a sequence of mechanically linked workstations where each station performs one operation (feeding, inserting, capping, inspecting, labeling) and transfers the component forward without human handling. The entire sequence runs under programmable logic controller (PLC) coordination, so cycle times stay consistent regardless of shift or operator fatigue.
In cosmetic packaging, these lines differ from general industrial automation in one critical way: they must handle components with decorative surfaces, tight dimensional tolerances, and formulation-sensitive materials. A scratched metallic collar or an over-torqued pump cap does not just fail functionally. It fails aesthetically, and aesthetic failure means brand rejection.
According to Research Nester, fully automatic lines held 65.67% revenue share in the cosmetic packaging machinery segment in 2024 and will continue leading with a 5.67% CAGR through 2030. That dominance reflects a market consensus: manual and semi-automatic methods cannot deliver the consistency that global beauty brands require at scale.
Oulete operates 20 injection molding machines feeding directly into automated assembly stations with a combined annual capacity exceeding 20 million sets. The integration between molding and assembly eliminates the intermediate handling that causes surface damage in facilities where these operations are separated across buildings or suppliers.
How a Cosmetic Packaging Assembly Line Works, Step by Step
On our production floor, the process follows a fixed sequence that we have refined over years of airless bottle production. Understanding each station helps buyers evaluate what to look for when auditing a supplier.
Station 1: Injection and component staging. Parts come off the molding machines, pass through automated part-removal robots, and enter vibratory bowl feeders that orient each component (bottle body, inner cup, piston, pump head, overcap) into the correct position for the next station.
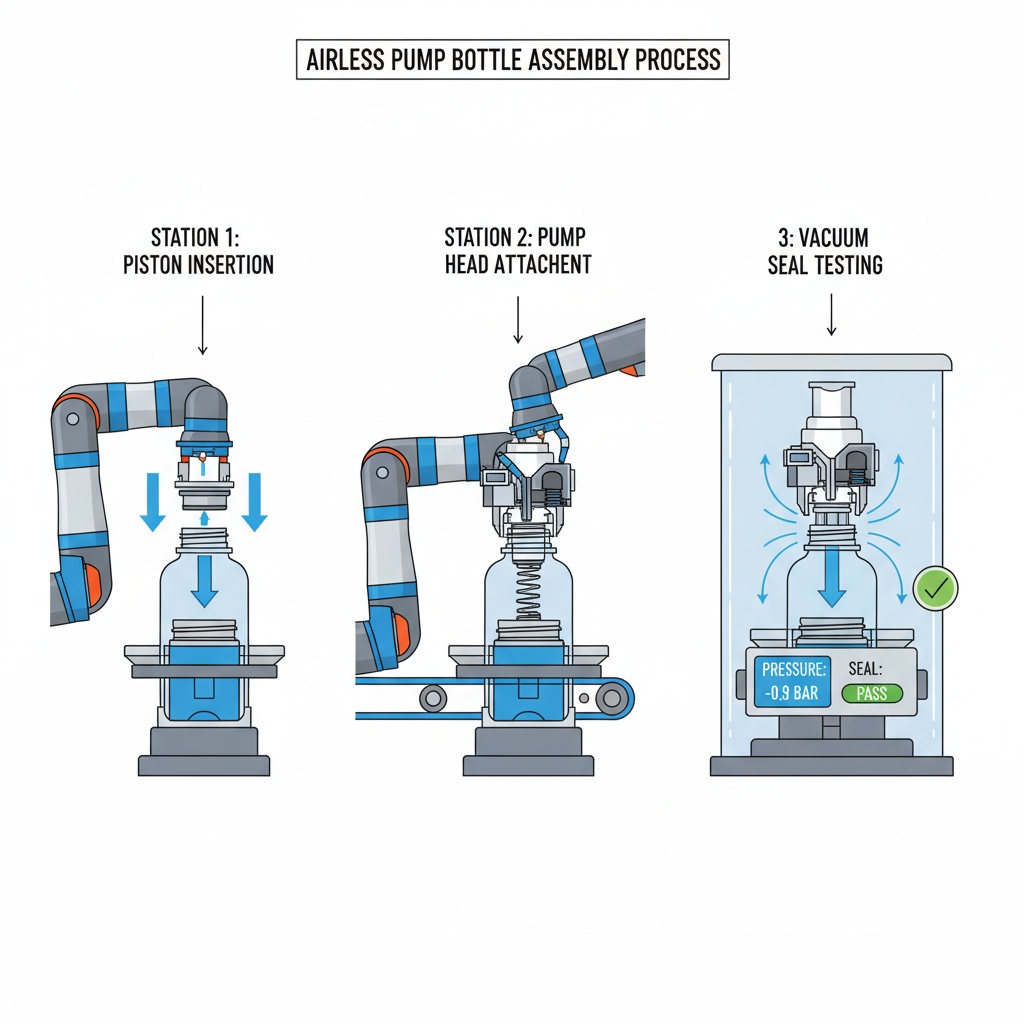
Station 2: Piston and inner component insertion. For airless bottles, the piston must seat flush against the bottle interior. Automated insertion tooling presses the piston to a calibrated depth, then a sensor confirms seat position. A misaligned piston causes vacuum failure later, so this station includes a reject gate that diverts any unit where the sensor detects deviation.
Station 3: Pump head assembly and torque application. Servo-driven capping heads apply a precise torque to the pump collar. Unlike manual torque wrenches that rely on operator calibration, servo cappers record the actual torque value for every unit. This data feeds into statistical process control (SPC) records required under ISO 9001 documentation.
Station 4: Decoration integration. Hot stamping, silk screening, or UV coating can happen inline or as a linked post-assembly step. At our facility, decoration equipment sits on the same floor and connects to the assembly line via conveyor transfer, reducing work-in-progress inventory between stages.
Station 5: Inline quality inspection. Vision cameras check label alignment, print quality, surface defects, and dimensional conformity. Pump function testers verify actuation force and dispensing volume. Every unit passes through this gate before reaching the packing station.
Station 6: Final packing. Automated case packers count, orient, and box finished units with protective inserts. Carton labeling systems apply batch codes and shipping information traceable back to every upstream station.
Cost, Speed, and Quality Gains from Automation
Production teams considering automation typically ask three questions: how much labor will it save, how much faster will orders ship, and will quality actually improve? The data from published industry sources provides clear answers.
According to Swiftpak, automated packaging systems increase productivity by up to 30% and reduce errors by 25%, enabling manufacturers to meet high-volume orders without sacrificing quality. Those gains compound when you consider that a cosmetic packaging line runs thousands of identical units per shift.
Labor cost reduction is substantial. According to PatentPC, companies automating production lines can cut labor costs by 20 to 40%, with some implementations reducing workforce requirements by 60% or more while significantly increasing output. On our own lines, automation shifted labor from repetitive manual assembly to machine monitoring, quality oversight, and changeover setup.
Oulete’s automated assembly lines produce airless pump bottles at throughput rates that manual assembly cannot match without substantially expanding the workforce. An automated labeler alone can apply labels at 200 to 400 bottles per minute versus 30 to 60 per minute by hand, a throughput advantage that scales directly with order volume.
The quality argument is equally strong. When brands source packaging cost optimization strategies, automation consistently ranks as the highest-impact investment because it eliminates the variability that causes batch rejections.
| Factor | Manual Assembly | Semi-Automated | Fully Automated |
|---|---|---|---|
| Labor cost per unit | Highest | Moderate | Lowest (20-40% reduction) |
| Throughput (labels/min) | 30-60 | Moderate | 200-400 |
| Torque consistency | Operator-dependent | Improved | Servo-controlled, 100% recorded |
| Defect detection | Visual spot-check | Partial inline | 100% vision-inspected |
| Changeover time | Minimal tooling | Moderate | Requires SMED methodology |
| Traceability | Paper-based | Partial digital | Full digital SPC records |
| Best suited for | Low volume, prototyping | Mid-volume, mixed SKU | High volume, consistent SKU |
Airless Pump Bottle Assembly: What Makes It Different
Generic automation articles treat all packaging assembly as interchangeable. Airless pump bottles require specific steps that standard capping lines cannot perform, and these steps determine whether the finished product maintains vacuum integrity over its shelf life.
Piston insertion depth matters at the sub-millimeter level. The piston must create a seal tight enough to maintain vacuum but loose enough to travel smoothly as the consumer pumps product out. Automated insertion stations calibrate depth against the specific bottle mold geometry, adjusting for the slight dimensional variation between mold cavities when running multi-cavity molding tools.
Pump priming verification is a step most generic lines skip. After the pump head is assembled, an automated test station actuates the pump mechanism several times to confirm that the vacuum draws correctly. Units that fail the priming test get diverted before they ever reach decoration or packing.
Vacuum pressure testing confirms seal integrity. A pressure decay test applies a controlled vacuum to the assembled unit and measures whether the pressure holds. This test catches micro-leaks from piston seal defects, cracked pump housings, or improperly seated components that visual inspection alone would miss.
Oulete’s ISO 9001-certified processes document every vacuum test result, creating a traceable quality record that brands can audit. According to ISO 22716 (GMP for Cosmetics), automated equipment used in cosmetic packaging must be validated and capable of preventing cross-contamination, and equipment qualification protocols (IQ/OQ/PQ) apply to each station on the line.
Changeover and Multi-SKU Flexibility
Brands rarely order a single SKU in perpetuity. A typical cosmetics brand runs multiple bottle sizes, pump styles, and decoration variants across a product range. The practical question is: how quickly can an automated line switch from one SKU to another?
SMED (Single-Minute Exchange of Die) methodology provides the framework. The goal is to reduce changeover time to under ten minutes by converting as many internal setup tasks (tasks requiring the line to stop) into external tasks (tasks performed while the line still runs). On our lines, this means pre-staging the next SKU’s bowl feeder inserts, capping tooling, and vision system recipes while the current run finishes.
Quick-change tooling is the hardware side of SMED. Modular capping heads, adjustable guide rails, and recipe-based vision programs allow operators to swap configurations without re-engineering the line. The difference between a well-designed automated line and a rigid one shows up here: a rigid line may run fast but takes hours to change over, eroding the throughput advantage on mixed-SKU production schedules.
For brands evaluating suppliers, changeover capability directly affects minimum order quantity. A factory with fast changeovers can economically run smaller batches per SKU, translating into lower MOQ requirements for the buyer. Oulete’s MOQ starts at 1,000 units partly because our automated lines support rapid format changes.
Quality Verification Built Into Every Station
Approximately 66% of consumer packaged goods companies have already implemented automation in packaging and processing operations, according to CDA Labelling. What separates effective automation from merely fast automation is the depth of inline quality checks.
Vision system inspection runs at every critical station. Cameras trained on specific defect types (scratches, contamination, dimensional drift, label misalignment) capture high-resolution images and compare them against reference standards. When the system flags a defect, the unit diverts automatically. No operator judgment call required.
Torque monitoring and recording applies to every capped or threaded component. The servo capping head records the actual torque curve (not just the peak value) for each unit, allowing quality engineers to detect trends like gradual tool wear before it produces out-of-spec units.
Functional testing goes beyond appearance. For dispensing components, automated test stations measure pump actuation force, dispensing volume per stroke, and spray pattern geometry. These functional parameters determine whether the end consumer experiences the product as the brand intended.
Oulete integrates all inspection data into a centralized SPC system tied to ISO 9001 quality management protocols. When a brand requests a quality certificate for a shipment, the data is already compiled digitally, with traceability back to the specific mold, assembly station, and inspection result for every unit in the order.
How to Evaluate a Supplier’s Automation Capability
When brands visit factories or request capability assessments, knowing what to look for separates a genuine automation investment from a showroom setup that runs during tours and sits idle during production.
Ask for OEE (Overall Equipment Effectiveness) data. A factory that tracks OEE on its automated lines can demonstrate actual uptime, performance rate, and quality yield. Factories that cannot produce OEE numbers likely do not run automation consistently.
Request changeover records. Documented changeover times reveal whether the line runs multiple SKUs efficiently or whether it only performs well on a single product format.
Check integration depth. Does the assembly line connect directly to the molding operation, or do parts transfer manually between departments? Integrated lines (mold to assembly to decoration to packing) reduce handling damage and shorten lead times. Disconnected automation islands may look impressive individually but create bottlenecks at the transfer points.
Verify inspection coverage. Ask what percentage of units receive automated inspection versus spot-check sampling. A line with 100% inline vision inspection operates at a fundamentally different quality level than one relying on AQL sampling at the end of the line.
Review maintenance protocols. Automated lines require preventive maintenance schedules. Factories following lean packaging production principles document their Total Productive Maintenance (TPM) programs, and these records indicate whether the automation runs reliably or suffers frequent unplanned downtime.
Frequently Asked Questions
What is an automated assembly line in manufacturing?
An automated assembly line is a series of mechanically linked workstations controlled by programmable logic where each station performs one specific operation and transfers components forward without manual handling. In cosmetic packaging, these lines handle component feeding, insertion, capping, inspection, decoration, and packing in a continuous flow that maintains consistent cycle times across every unit produced.
How do automated packaging lines reduce labor costs?
Automated packaging lines reduce labor costs by replacing repetitive manual tasks with machine-controlled operations. According to PatentPC, companies automating production lines cut labor costs by 20 to 40%, with some implementations reducing workforce requirements by 60% or more. Remaining labor shifts to higher-value activities like machine monitoring, quality oversight, and changeover coordination.
What components make up an automated cosmetic packaging line?
A complete automated cosmetic packaging line includes vibratory bowl feeders for component orientation, insertion stations for pistons and inner components, servo-driven capping heads, vision inspection cameras, functional test stations (pump priming, torque verification, leak testing), decoration equipment (hot stamping, UV coating), and automated case packers with batch traceability labeling.
How does automation affect product quality consistency?
Automated systems eliminate human variability from assembly operations. Servo-controlled capping applies identical torque to every unit. Vision systems inspect 100% of production rather than sampling. Functional testers verify dispensing performance objectively. The result is a measurable reduction in batch-to-batch variation that manual processes cannot match, according to Swiftpak’s documentation of 25% error reduction through automation.
What is the typical ROI timeline for automated packaging equipment?
ROI timelines depend on production volume, labor costs, and the specific automation scope. The primary savings come from labor reduction (20-40%), error reduction (fewer rejected batches), and throughput increase (up to 30% more output from the same floor space). Factories running high-volume cosmetic packaging orders typically recover their automation investment faster because the per-unit cost savings multiply across larger order quantities.
How do automated lines handle different bottle sizes and SKUs?
Automated lines use SMED (Single-Minute Exchange of Die) methodology and quick-change tooling to switch between SKUs. Modular capping heads, adjustable guide rails, recipe-based vision programs, and pre-staged bowl feeder inserts allow format changes in minutes rather than hours. This flexibility directly lowers minimum order quantities because the factory can economically produce shorter runs per SKU.
What quality checks are built into automated cosmetic packaging lines?
Inline quality checks include vision inspection for surface defects and dimensional conformity, servo torque monitoring with full curve recording, pressure decay testing for vacuum seal integrity (critical for airless bottles), pump actuation force measurement, dispensing volume verification, and label alignment confirmation. All data feeds into SPC systems for real-time trend monitoring and traceability.
How do Chinese cosmetic packaging factories use automation to lower costs for buyers?
Chinese packaging factories combine lower base labor costs with automation investment to achieve competitive per-unit pricing. Automation ensures consistent quality that meets international standards (ISO 9001, ISO 22716 GMP), reducing the reject rates and rework cycles that erode cost advantages. Integrated facilities like Oulete, with 20 injection molding machines and inline assembly, eliminate the logistics overhead of multi-supplier coordination.